Catalytic methanation and gas purification
The biogas is extracted from the digesters, purified and processed via methanation into high-purity methane (CH4), which is suitable for use as a fuel in accordance with DIN EN 16723-2. First, pollutants such as hydrogen sulphide (H2S) are removed from the biogas at ambient temperature. The gas is then compressed, heated and filtered. Hydrogen (H2) is subsequently added, which reacts with the carbon dioxide (CO2) from the biogas in the temperature-controlled tubular reactor. This produces methane and the by-product water, which is separated in a condensate trap. The result: a gas with a significantly higher methane content (> 95%) and minimal CO2 content – ideal as a fuel or for chemical processes.
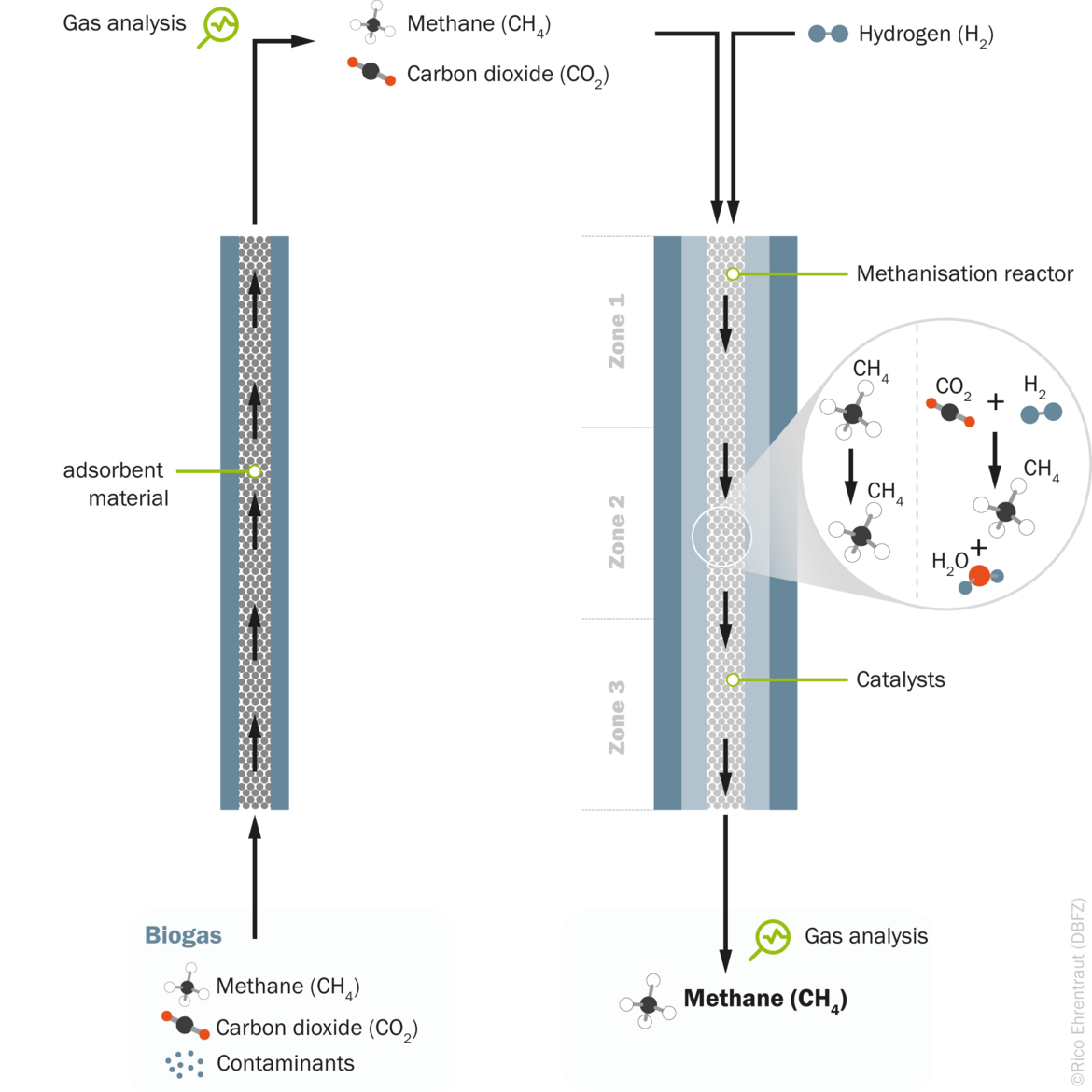
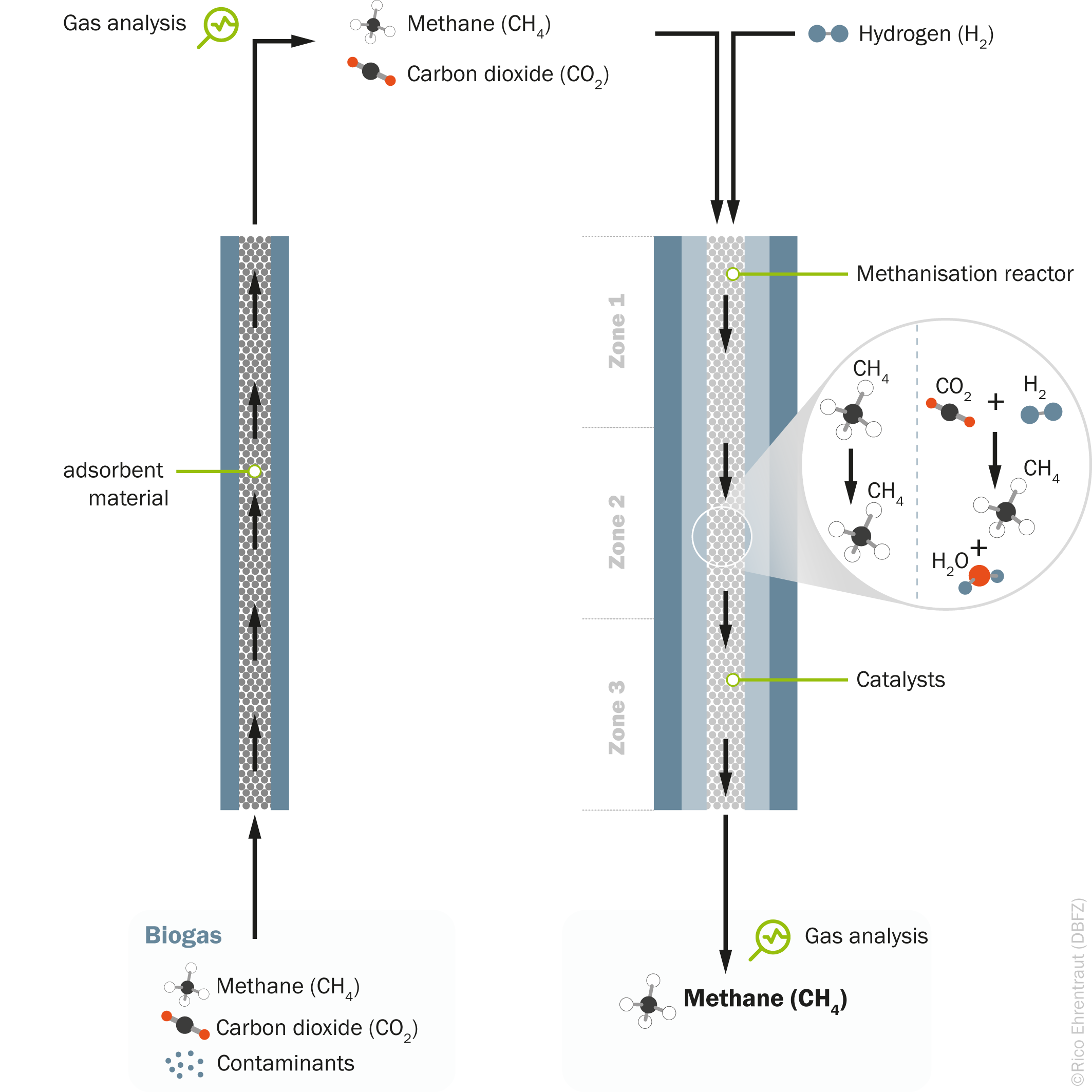
The tubular reactor contains a fixed bed of catalyst and can be controlled across three temperature zones. An automatic air-cooling system prevents overheating. In addition to operating with biogas from the digesters, the plant can also be run using pure gases such as methane, CO2 or hydrogen. This enables precise testing of new catalysts, rapid measurements of different gas compositions and long-term trials under controlled conditions.
The pilot plant is highly automated, flexible in use and offers the possibility of coupling methanation with other processes – ideal for research and development of new methods for utilising biogas.